| Natureduca - Portal educativo de ciencia y cultura |

![]() 65 usuarios conectados
65 usuarios conectados
Tecnología
INDUSTRIA
Introducción - 4ª parte
La gestión industrial (continuación)
El Fordismo
![]() l Fordismo es un modo de producción en serie
llevado a la práctica por el fabricante estadounidense de coches Henry Ford
(1863-1947). Ford fundó la Ford Motor Company en 1903 y creó nuevos métodos de
producción que resultaron revolucionarios para las técnicas industriales de su
época. Estableció la división del trabajo, la racionalización de la producción,
y basó los sistemas de producción en el control de sectores que precisaba para
su industria, desde la adquisición de las fuentes de materias primas hasta los
medios de transporte, como los ferrocarriles, creando así una autarquía
económica, es decir, su industria era suficiente para alimentarse a sí misma.
l Fordismo es un modo de producción en serie
llevado a la práctica por el fabricante estadounidense de coches Henry Ford
(1863-1947). Ford fundó la Ford Motor Company en 1903 y creó nuevos métodos de
producción que resultaron revolucionarios para las técnicas industriales de su
época. Estableció la división del trabajo, la racionalización de la producción,
y basó los sistemas de producción en el control de sectores que precisaba para
su industria, desde la adquisición de las fuentes de materias primas hasta los
medios de transporte, como los ferrocarriles, creando así una autarquía
económica, es decir, su industria era suficiente para alimentarse a sí misma.

Henry Ford
Evolución del sistema de Ford
Ford ideó la forma de ahorrar costes planteándose la eliminación del proceso de ajuste, y consiguiendo que los diferentes componentes pudieran ser intercambiables. La creación de nuevas herramientas de corte y troquelado de metal con más precisión y facilidad de uso, permitió la fabricación de esos componentes con la rapidez y calidad suficiente para el objetivo propuesto.Para Ford, lo primero era desechar el uso de los diferentes sistemas de medida utilizados por los talleres que le suministraban, pasando a implantarse el mismo sistema para la fabricación de todas y cada una de las piezas, precisando al máximo para que los ajustes posteriores fueran innecesarios. Como resultado, se mejoraba el factor tiempo en la producción de cada vehículo. No obstante, cada operario debía ensamblar todas las piezas del vehículo antes de comenzar con el siguiente, lo que suponía muchas horas por unidad, no menor de 5.
Ford pensó en 1908 que todo este proceso podía acelerarse si cada ensamblador no se movía de su puesto para transportar las piezas, para lo cual estableció que cada uno de ellos las recibiría directamente en su propio lugar de trabajo. Sin embargo, el mismo operario seguía realizando el ensamblaje de todas las piezas, y Ford consideró que podría especializarse esa función, aplicando la división del trabajo en tareas específicas. De esta manera, cada trabajador se dedicaba sólo a una labor, moviéndose de vehículo en vehículo para realizarla. Como resultado, el trabajador se especializaba en esa tarea, lo que suponía una ejecución más rápida y con menos errores que si tuviese que realizar múltiples tareas. Con el sistema de Ford una labor que ocupaba unas 8 ó 9 horas de trabajo quedaba reducida a unos pocos minutos.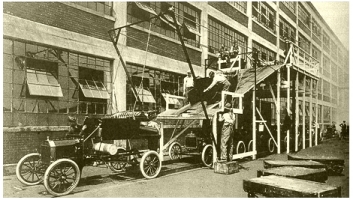
Ford aplicó la división del
trabajo en cadenas de montaje como método para reducir los tiempos en los
procesos de fabricación
La revolución técnica que supuso el sistema de Ford también llegó al servicio posventa. El usuario, si precisaba cambiar una pieza sabía que podía adquirirla en cualquier concesionario de la marca, y utilizarse a continuación sin ningún tipo de ajuste previo, al contrario de lo que ocurría en los inicios de la industria automovilística, en que una pieza dañada tenía que ser construida y ajustada específicamente para cada vehículo.



